












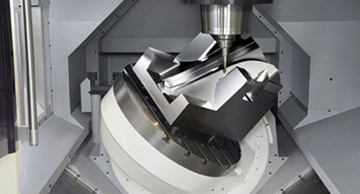
CNC Milling Processing
1.production machine:CNC Machining Center,CNC Engraving Machine,CNC Drilling Center(3 axis,4 axis,5 axis)
2.tolerance:+/-0.005mm
3.surface roughness:Ra 0.4
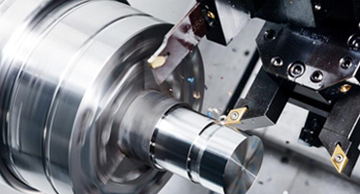
CNC Turning Processing
1.production machine: CNC turning lathe, automatic lathe, turing-milling mache
2.tolerance: +/-0.005mm
3.surface roughness:Ra 0.4

Wire EDM Cutting Processing
1.production machine: WEDM-LS, WEDM-HS
2.tolerance: +/-0.003mm
3.surface roughness:Ra 0.1

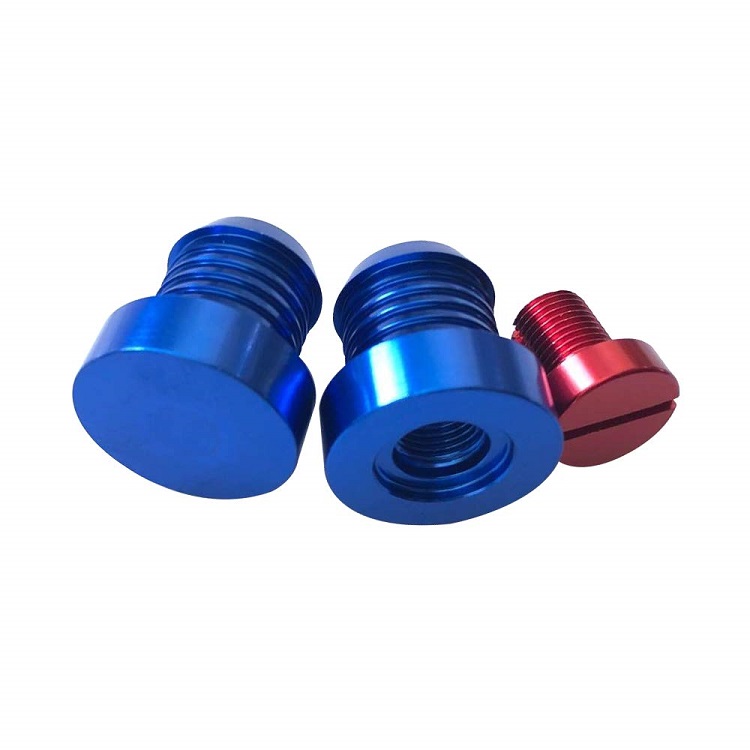
DEYUCNC is an entity enterprise integrating industry and trade and developing online and offline. We specialize in developing precision components, The business includes the processing of various special-shaped parts and models,CNC machining parts,CNC milling,Aluminum alloy, hard oxide, and other customized manufacturing parts.

While located in Shenzhen,Guangdong, China, our Machine Shop caters to the CNC needs of industries across the all around the world From medical devices to aircraft parts and any component in between, DEYUCNC can meet your needs no matter how complex.

Offering 3-axis,4-axis, and 5-axis milling, sinker EDM, wire EDM, and CNC lathe work, your guaranteed high precision results when you choose DEYUCNC. Our temperature and dust controlled facility creates the most ideal machining environment to ensure your exact specifications are met.




